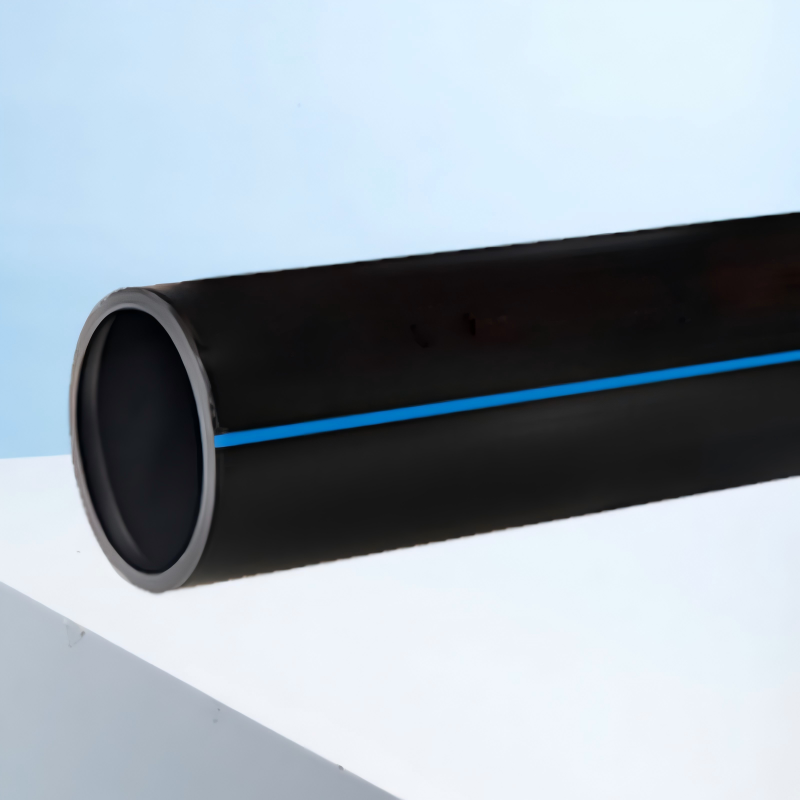





Труба намотная из полиэтилена высокой плотности: технологии
2026-06-23
- Технологии производства намотных труб из ПЭВД: почему метод спиральной намотки меняет правила игры в трубопроводном строительстве
- Физико-механические основы: структура профильной ленты и роль ПЭВД
- Технологический процесс: от экструзии ленты до финишной намотки
- Сравнение технологий: Намотная труба против традиционных решений
- Контроль качества и стандарты: на что смотреть при приемке
- Монтажные особенности и типичные ошибки
- Экономическое обоснование: почему намотные трубы выгоднее в долгосрочной перспективе
- Производственный потенциал: опыт ООО «Яньчэн Жуйтун Пластик»
- Часто задаваемые вопросы
- Заключение: выбор технологии для вашего проекта
Технологии производства намотных труб из ПЭВД: почему метод спиральной намотки меняет правила игры в трубопроводном строительстве
В современной инфраструктуре крупных диаметров традиционные методы экструзии достигли своего физического и экономического предела. Когда речь заходит о трубах диаметром свыше 1200 мм, классическая круглая экструзия становится неэффективной из-за колоссальных затрат на оборудование и логистику. Именно здесь на сцену выходят трубы намотные из полиэтилена высокой плотности. Эта технология, основанная на спиральной намотке профильной ленты, позволяет создавать конструкции практически любого диаметра непосредственно на объекте или в цеху с минимальными транспортными расходами.
Мы работаем с промышленными заказчиками более десяти лет и видели эволюцию этого рынка от простых дренажных систем до сложных магистралей для агрессивных сред. Ключевое преимущество технологии заключается не просто в экономии материала, а в уникальной структурной целостности изделия. В отличие от гладкостенных аналогов, намотная труба обладает кольцевой жесткостью, которая рассчитывается инженерным путем под конкретные нагрузки грунта. Это означает, что вы не переплачиваете за избыточную толщину стенки там, где она не нужна, но получаете гарантированный запас прочности в зонах высокого давления.
В этой статье мы разберем технологические нюансы производства, которые часто упускают из виду менеджеры по закупкам, но которые критически важны для инженеров-проектировщиков. Мы обсудим, как качество сварного шва влияет на срок службы системы, почему плотность полиэтилена (PE100 vs PE80) определяет выбор технологии намотки, и какие стандарты ГОСТ и ISO должны быть у вашего поставщика. Если вы планируете проект с использованием больших диаметров, понимание этих деталей сэкономит вам бюджет на этапе эксплуатации.
Физико-механические основы: структура профильной ленты и роль ПЭВД
Сердцем любой намотной трубы является профильная лента. Это не просто плоская полоса пластика. Это сложный инженерный профиль, обычно имеющий форму трапеции или прямоугольника с внутренними ребрами жесткости. Материалом служит полиэтилен высокой плотности (ПЭВД или HDPE), который отличается высокой кристалличностью и прочностью на разрыв. Однако не весь ПЭВД одинаков. Для ответственных конструкций мы рекомендуем использовать сырье класса PE100 или PE100-RC (Resistance to Crack).
Почему это важно? В процессе намотки лента подвергается термомеханическому воздействию. При остывании материал дает усадку. Если полимер имеет низкое сопротивление растрескиванию, в зоне сварного шва могут возникать микротрещины, которые со временем превратятся в сквозные дефекты под действием гидравлических ударов или подвижек грунта. PE100-RC содержит специальные добавки, повышающие вязкость разрушения, что критично для труб, работающих в условиях переменных нагрузок.
Структура стенки намотной трубы формируется послойно. Каждый виток ленты приваривается к предыдущему, создавая монолитную конструкцию. Между внутренним и внешним слоями может формироваться воздушная прослойка или заполняться пространство дополнительным материалом, что создает эффект “сэндвича”. Такая структура обеспечивает высокое отношение кольцевой жесткости к массе трубы. Проще говоря, труба получается легкой, но способной выдерживать давление грунта, которое раздавило бы обычную гладкостенную трубу той же массы.
В нашей практике был случай, когда заказчик попытался сэкономить, используя вторичный гранулят низкого качества для производства ленты. Результатом стало расслоение стенки трубы уже через два года эксплуатации в канализационном коллекторе. Причина крылась в неоднородности структуры полимера: примеси нарушили адгезию между слоями при экструзии ленты. Поэтому первый шаг к надежной системе — контроль сырья. Требуйте у производителя сертификаты на исходный гранулят и результаты тестов на текучесть расплава (MFI).
Для проектировщиков ключевым параметром является модуль упругости материала. Для ПЭВД он составляет порядка 800–1000 МПа. Этот показатель напрямую влияет на расчет прогиба трубы под нагрузкой. Если вы используете программное обеспечение для расчета трубопроводов, убедитесь, что в базе данных заложены корректные значения для конкретного типа ПЭВД, используемого в намотных трубах, а не усредненные табличные данные.
Технологический процесс: от экструзии ленты до финишной намотки
Процесс производства намотных труб из ПЭВД состоит из двух основных этапов: изготовление профильной ленты и собственно намотка трубы. Эти этапы могут быть разделены во времени и пространстве, но чаще всего в современных линиях они интегрированы для обеспечения контроля качества.
Этап 1: Экструзия профильной ленты
Гранулы ПЭВД загружаются в экструдер, где плавятся при температуре 180–220°C. Расплав проходит через фильеру сложной формы, которая формирует профиль ленты. Здесь критически важна система охлаждения. Слишком быстрое охлаждение приводит к внутренним напряжениям в материале, которые могут вызвать деформацию ленты при последующей намотке. Слишком медленное — снижает производительность линии.
После выхода из фильеры лента калибруется вакуумными ваннами и тянется тянущим устройством. Скорость вытяжки определяет конечную толщину и прочность профиля. На этом этапе также может производиться перфорация ленты, если требуется создание фильтрующих свойств трубы (например, для дренажных систем). Качество геометрии ленты должно контролироваться лазерными датчиками в режиме реального времени. Отклонение в ширине или высоте профиля более чем на 1% недопустимо, так как это приведет к неплотному прилеганию витков при намотке.
Этап 2: Спиральная намотка и сварка
Подготовленная лента подается на намоточный барабан или оправку. Процесс намотки происходит по спирали с заданным шагом. Ключевой момент технологии — соединение витков. Существует два основных метода сварки:
- Экструзионная сварка: В зазор между витками подается присадочный пруток из того же ПЭВД, который расплавляется горячим воздухом или электрическим нагревателем. Этот метод обеспечивает высокую герметичность и прочность шва, так как создается монолитное соединение по всей высоте профиля.
- Контактная сварка (нагревательными элементами): Используется реже для крупногабаритных труб, но может применяться для соединения краев ленты перед основной фиксацией.
В наших производственных линиях мы предпочитаем автоматизированную экструзионную сварку с контролем температуры в каждой точке. Оператор задает параметры, а система автоматически регулирует подачу присадочного материала и температуру нагрева в зависимости от скорости намотки. Это исключает человеческий фактор, который часто является причиной брака в виде непроваров или пережогов материала.
После формирования цилиндрической оболочки труба охлаждается. Если труба производится большого диаметра, она может сниматься с оправки сразу после остывания до определенной температуры, чтобы избежать остаточных напряжений. Концы трубы обрабатываются: формируется раструб или гладкий торец для последующего монтажа муфтами.
Важно отметить, что технология позволяет варьировать кольцевую жесткость трубы путем изменения шага намотки и высоты профиля ленты. Это дает гибкость в проектировании: для участков с глубокой засыпкой можно использовать трубу с усиленным профилем, а для мелкого заложения — более легкую модификацию, оптимизируя стоимость проекта.
Сравнение технологий: Намотная труба против традиционных решений
Выбор типа трубы всегда является компромиссом между стоимостью, гидравлическими характеристиками и прочностью. Чтобы принять обоснованное решение, необходимо сравнить намотные трубы из ПЭВД с другими популярными решениями для больших диаметров: железобетоном, сталью и гладкостенным ПЭ.
| Параметр | Намотная труба ПЭВД | Железобетонная труба | Стальная труба (с изоляцией) | Гладкостенная ПЭ труба |
|---|---|---|---|---|
| Вес конструкции | Низкий (легко монтировать без тяжелой техники) | Очень высокий (требует кранов большой грузоподъемности) | Средний/Высокий | Низкий (но ограничен диаметром до 630-800 мм) |
| Коррозионная стойкость | Абсолютная (инертна к большинству химикатов) | Низкая (требует защиты бетона, подвержена сульфатной коррозии) | Низкая (требует постоянного контроля изоляции) | Абсолютная |
| Гидравлическая эффективность | Высокая (гладкий внутренний слой, шероховатость ~0.01 мм) | Низкая (шероховатость бетона выше, риск зарастания) | Средняя (зависит от состояния покрытия) | Очень высокая |
| Максимальный диаметр | До 3000 мм и более (технологически не ограничен) | До 2500 мм (логистические ограничения) | Любой (но стоимость растет экспоненциально) | Обычно до 1200-1600 мм (ограничения экструдеров) |
| Стоимость монтажа | Низкая (возможность сборки на месте) | Высокая (тяжелые элементы, сложный стык) | Высокая (сварочные работы, антикоррозийная обработка) | Средняя |
| Срок службы | 50+ лет (при правильном монтаже) | 30-50 лет (деградация бетона) | 20-30 лет (риск коррозии) | 50+ лет |
Из таблицы видно, что намотные трубы занимают нишу между дорогими стальными решениями и громоздким бетоном. Они особенно выгодны на проектах с нестабильными грунтами, где способность ПЭВД к деформации без разрушения (пластичность) играет решающую роль. Железобетон в таких условиях трескается, сталь корродирует в местах повреждения изоляции, а ПЭВД просто адаптируется к подвижкам грунта.
Однако есть нюанс. Гладкостенные ПЭ трубы имеют лучшую гидравлику из-за отсутствия структурных элементов внутри. Но при диаметрах свыше 1000 мм их стоимость становится prohibitive (запредельной) из-за толщины стенки, необходимой для обеспечения кольцевой жесткости. Намотная труба решает эту проблему, распределяя материал именно там, где он нужен для прочности (ребра жесткости), оставляя внутренний канал гладким и тонкостенным.
Мы рекомендуем использовать намотные трубы для следующих сценариев: ливневая канализация промышленных зон, магистральные водоводы среднего давления, транспортировка агрессивных стоков химических предприятий, дренажные системы вокруг фундаментов крупных сооружений. Для высокоскоростных напорных магистралей с давлением выше 10 бар следует проводить тщательный гидравлический расчет, учитывая возможные потери на микро-неровностях швов, хотя на практике они минимальны.
Контроль качества и стандарты: на что смотреть при приемке
Рынок намотных труб в России и странах СНГ регулируется рядом стандартов, включая ГОСТ Р 54475-2011 (для напорных труб) и различные технические условия (ТУ) производителей. Однако наличие сертификата соответствия ГОСТ — это лишь минимум. Реальное качество определяется результатами входного контроля на объекте.
Первое, на что нужно обратить внимание — визуальный осмотр сварного шва. Шов должен быть равномерным, без подтеков, пузырей и видимых пустот. Цвет присадочного материала должен совпадать с цветом ленты. Любой оттенок серого или желтого в черной трубе говорит о использовании вторичного сырья или перегреве материала.
Второй критический параметр — кольцевая жесткость (SN). Она измеряется в кН/м². Согласно стандартам, для труб, залегающих на глубину до 6 метров, требуется жесткость не менее SN8. Для глубин более 6 метров — SN16 и выше. Запросите у производителя протокол испытаний на сжатие. В нашем опыте были случаи, когда заявленная жесткость не соответствовала реальности из-за нарушения технологии сварки (недостаточная площадь сплавления).
Третий аспект — герметичность соединений. Намотные трубы часто соединяются раструбным методом с резиновыми уплотнительными кольцами или электромуфтами. Проверьте геометрию раструба. Перекос даже в 2-3 мм может привести к протечке при монтаже. Мы рекомендуем проводить испытание участка трубы воздухом или водой под низким давлением перед засыпкой траншеи.
Также стоит упомянуть стандарт ISO 13476, который регламентирует требования к термопластичным трубам для безнапорных канализационных систем. Если ваш поставщик сертифицирован по ISO 9001, это хороший знак, но наличие специфических лабораторных тестов на устойчивость к медленному росту трещин (CRP test) является гораздо более важным индикатором качества ПЭВД сырья.
Не стесняйтесь запрашивать образцы ленты для независимой лаборатории. Проверка плотности (должна быть 0.95–0.96 г/см³ для ПЭВД) и показателя текучести расплава займет всего пару дней, но спасет от миллионов рублей убытков в случае аварии.
Монтажные особенности и типичные ошибки
Даже самая качественная труба может выйти из строя, если монтаж выполнен с нарушениями. Технология намотных труб из ПЭВД требует соблюдения специфических правил, отличающихся от монтажа бетона или стали.
- Подготовка основания. Дно траншеи должно быть выровнено и уплотнено. Для намотных труб критически важно отсутствие локальных точечных нагрузок снизу. Рекомендуется использовать песчаную подушку толщиной не менее 150 мм. Камни и строительный мусор должны быть удалены. Частая ошибка: укладка трубы на мерзлый грунт или крупные валуны. Это приводит к локальному прогибу стенки и разрушению шва при нагрузке.
- Засыпка и уплотнение. Засыпка производится послойно. Первый слой (над трубой) должен состоять из мягкого грунта или песка без камней. Уплотнение механизмами допускается только после набора высоты засыпки не менее 300 мм над верхней точкой трубы. Внимание: использование тяжелых виброкатков непосредственно над трубой запрещено. Это может вызвать овализацию сечения.
- Компенсация температурных расширений. ПЭВД имеет высокий коэффициент линейного теплового расширения. При монтаже в теплое время года трубу нельзя натягивать. Ее следует укладывать с небольшим запасом длины (“змеевиком”), чтобы при зимнем охлаждении она не разорвала соединения. Игнорирование этого фактора — одна из самых частых причин аварий на водоводах.
- Соединение с колодцами. Место входа трубы в бетонный колодец является зоной риска. Из-за разной жесткости бетона и пластика возможны протечки. Обязательно используйте специальные проходные элементы с резиновыми манжетами, обеспечивающими герметичность и компенсирующие подвижки. Просто замазать стык цементом недостаточно — он треснет через полгода.
- Контроль овальности. После монтажа и перед полной засыпкой проверьте овальность трубы. Допустимое отклонение обычно составляет не более 5%. Если труба сильно деформирована, это говорит о неправильном выборе класса жесткости или нарушении технологии засыпки.
Мы рекомендуем включать пункт о авторском надзоре за монтажом в договор с подрядчиком. Стоимость услуг инженера несопоставима со стоимостью переделки аварийного участка трубопровода.
Экономическое обоснование: почему намотные трубы выгоднее в долгосрочной перспективе
При оценке стоимости проекта многие заказчики смотрят только на цену погонного метра трубы. Это ошибочный подход. Полная стоимость владения (TCO) включает в себя логистику, монтаж, эксплуатацию и ремонт.
Логистика намотных труб значительно дешевле. Поскольку трубы большого диаметра можно производить на месте или сворачивать в компактные бухты (для малых диаметров), вы экономите до 40% на транспортных расходах по сравнению с перевозкой железобетонных колец или длинномерных стальных труб.
Монтаж не требует тяжелой грузоподъемной техники. Трубу диаметром 1500 мм весом несколько сотен килограммов могут раскатывать и позиционировать 3-4 человека с использованием легких манипуляторов. Для установки бетонного аналога потребовался бы кран грузоподъемностью 25-50 тонн, аренда которого стоит дорого, а работа в стесненных условиях городских коммуникаций часто невозможна.
Гидравлическая гладкость ПЭВД снижает затраты на перекачку жидкости. Коэффициент шероховатости ПЭВД (0.01 мм) против бетона (0.5-1.0 мм) означает, что для прокачки того же объема воды потребуется насос меньшей мощности или меньшее энергопотребление. За 50 лет эксплуатации экономия на электроэнергии может превысить первоначальную стоимость трубы.
Отсутствие необходимости в антикоррозийной обработке и ремонте футеровки также снижает операционные расходы. Стальные трубы требуют регулярного мониторинга толщины стенки и замены участков с коррозией. ПЭВД трубы служат десятилетиями без вмешательства.
Таким образом, хотя цена за метр намотной трубы может быть сопоставима с бетоном, общая смета проекта часто оказывается на 20-30% ниже, а срок ввода объекта в эксплуатацию сокращается в разы.
Производственный потенциал: опыт ООО «Яньчэн Жуйтун Пластик»
Теоретические преимущества технологии реализуются только при наличии современного оборудования и строгого контроля процессов. Ярким примером предприятия, успешно интегрирующего научные исследования и производство, является ООО «Яньчэн Жуйтун Пластик». Расположенное в городе Яньчэн провинции Цзянсу, в живописном прибрежном районе Жёлтого моря, это высокотехнологичное предприятие демонстрирует, как правильная организация производства влияет на качество конечного продукта.
Компания функционирует как интегрированная структура, объединяющая R&D, производство и сервис. Производственная площадка площадью 23 000 м² оснащена автоматизированными линиями, что обеспечивает стабильность параметров продукции, о которой говорилось выше. В ассортименте торговой марки «Яньтун» представлено более 100 наименований изделий, включая намоточные профилированные трубы HDPE (тип В), которые являются прямым применением рассмотренной технологии спиральной намотки.
Удобное географическое положение завода (всего в 7 км от аэропорта Яньчэн и рядом с скоростной автомагистралью) обеспечивает высокую логистическую эффективность, что критически важно для поставок крупногабаритных трубных систем. Но главным активом компании является не только логистика, но и человеческий капитал: штат квалифицированных инженеров и технологов, обладающих глубокими компетенциями в области пластиковых трубных систем. Наличие 8 государственных патентов подтверждает, что компания не просто производит продукцию, но и активно развивает технологию, внедряя инновации в процессы экструзии и намотки.
Строгая система контроля качества, действующая на всех этапах — от входного контроля сырья до финальной проверки физико-механических характеристик, — гарантирует, что каждая труба, покидающая завод, соответствует заявленным стандартам. Это особенно важно для намотных труб, где любая неоднородность материала или сбой в температуре сварки могут привести к серьезным последствиям при эксплуатации.
Часто задаваемые вопросы
Какой максимальный диаметр можно изготовить по технологии намотки?
Технологически ограничений практически нет. Мы производили трубы диаметром до 3000 мм и более. Единственным ограничением является транспортная доступность места производства, если труба изготавливается в цеху. Однако мобильные намоточные линии позволяют производить трубы диаметром до 4000 мм непосредственно в траншее или на площадке заказчика.
Можно ли использовать намотные трубы для напорных систем?
Да, но с ограничениями. Намотные трубы преимущественно предназначены для безнапорных и слабо напорных систем (канализация, дренаж, ливневка). Для напорных систем существуют специальные конструкции с усиленным внутренним слоем и дополнительным армированием. Максимальное рабочее давление обычно не превышает 6-10 бар, в зависимости от класса трубы. Для высоких давлений лучше рассмотреть цельноэкструдированные ПЭ трубы меньшего диаметра.
Как влияет температура окружающей среды на монтаж?
Монтаж ПЭВД труб возможен при температурах до -20°C, но требует особой осторожности. При низких температурах материал становится более хрупким. Ударные нагрузки при разгрузке или монтаже могут привести к сколам. Рекомендуется хранить трубы в теплом помещении перед монтажом или использовать специальные нагреватели для гибки и соединения. Сварку при морозе следует проводить в укрытиях с поддержанием положительной температуры в зоне шва.
Какой срок службы намотных труб из ПЭВД?
При соблюдении условий эксплуатации (температура транспортируемой среды не выше 40-45°C для канализации, отсутствие абразивного износа сверх нормы) срок службы составляет не менее 50 лет. Некоторые европейские стандарты прогнозируют срок службы до 100 лет. Ключевым фактором является защита от УФ-излучения до момента засыпки грунтом, так как солнечный свет деградирует полиэтилен.
В чем разница между ПЭ80 и ПЭ100 в намотных трубах?
ПЭ100 имеет более высокую плотность и прочность на разрыв, чем ПЭ80. Это позволяет изготавливать трубу с меньшей толщиной стенки при сохранении тех же прочностных характеристик, что экономит материал. ПЭ100 также более устойчив к быстрому распространению трещин. Для ответственных объектов и больших глубин заложения мы настоятельно рекомендуем использовать ПЭ100 или ПЭ100-RC.
Заключение: выбор технологии для вашего проекта
Труба намотная из полиэтилена высокой плотности — это не просто альтернатива бетону или стали. Это современное инженерное решение, которое сочетает в себе долговечность пластика, прочность профилированной структуры и экономическую эффективность монтажа. Технологии производства достигли уровня, позволяющего гарантировать стабильное качество и соответствие строгим международным стандартам.
Выбирая поставщика, обращайте внимание не только на цену, но и на технологическую компетенцию компании. Наличие собственной лаборатории, контроль сырья, соблюдение параметров сварки и опыт реализации крупных проектов — вот критерии, которые отличают надежного партнера от посредника. Пример такого подхода демонстрирует ООО «Яньчэн Жуйтун Пластик», чья продукция под маркой «Яньтун» заслужила доверие благодаря сочетанию инноваций и строгого контроля качества.
Если вы сталкиваетесь с задачей прокладки магистрального трубопровода большого диаметра, реконструкции изношенных сетей или строительства промышленной канализации, намотные трубы из ПЭВД deserve серьезного рассмотрения. Они позволяют снизить капитальные затраты, ускорить ввод объекта в эксплуатацию и минимизировать риски аварий в будущем.
Мы готовы предоставить технические консультации, помочь с расчетом кольцевой жесткости и подобрать оптимальную конфигурацию трубы для ваших конкретных условий. Не рискуйте инфраструктурой проекта — выбирайте проверенные технологии и надежных производителей.
Узнать больше о технических характеристиках намотных труб ПЭВД
Свяжитесь с нами сегодня для получения индивидуального коммерческого предложения и технической документации.