




Труба HDPE намотная с профилированной стенкой тип В: ГОСТ
2026-06-22
- Труба HDPE намотная с профилированной стенкой тип В: ГОСТ и технические требования к производству
- Конструктивные особенности и классификация по ГОСТ 32682-2016
- Преимущества намотных труб перед цельноэкструдированными аналогами
- Производственный процесс и контроль качества
- Монтаж и установка: пошаговое руководство
- Экономическое обоснование и расчет совокупной стоимости владения (TCO)
- Как выбрать надежного поставщика: чек-лист
- Часто задаваемые вопросы
- Заключение и рекомендации к действию
Труба HDPE намотная с профилированной стенкой тип В: ГОСТ и технические требования к производству
В современной инфраструктурной инженерии выбор материалов для безнапорных систем водоотведения и канализации перестал быть вопросом исключительно стоимости. На первый план выходят долговечность, гидравлическая эффективность и соответствие строгим нормативным базам. Ключевым решением в этом сегменте стала труба HDPE намотная с профилированной стенкой тип В по ГОСТ. Этот продукт представляет собой эволюцию традиционных полиэтиленовых труб, объединяющую легкость пластика с механической прочностью, достаточной для укладки на глубинах до 8–10 метров без бетонирования траншей.
Наш опыт поставок промышленных партий для муниципальных проектов в России и странах СНГ показывает, что понимание специфики именно «тип В» (с гладкой внутренней поверхностью и гофрированной внешней) критически важно для проектировщиков. Ошибки в выборе класса жесткости или игнорирование требований ГОСТ 32682-2016 приводят к деформации трубопровода уже через 2–3 года эксплуатации. В этой статье мы подробно разберем технические нюансы, производственные стандарты и практические аспекты закупки таких труб, опираясь на реальные кейсы и лабораторные данные.
Конструктивные особенности и классификация по ГОСТ 32682-2016
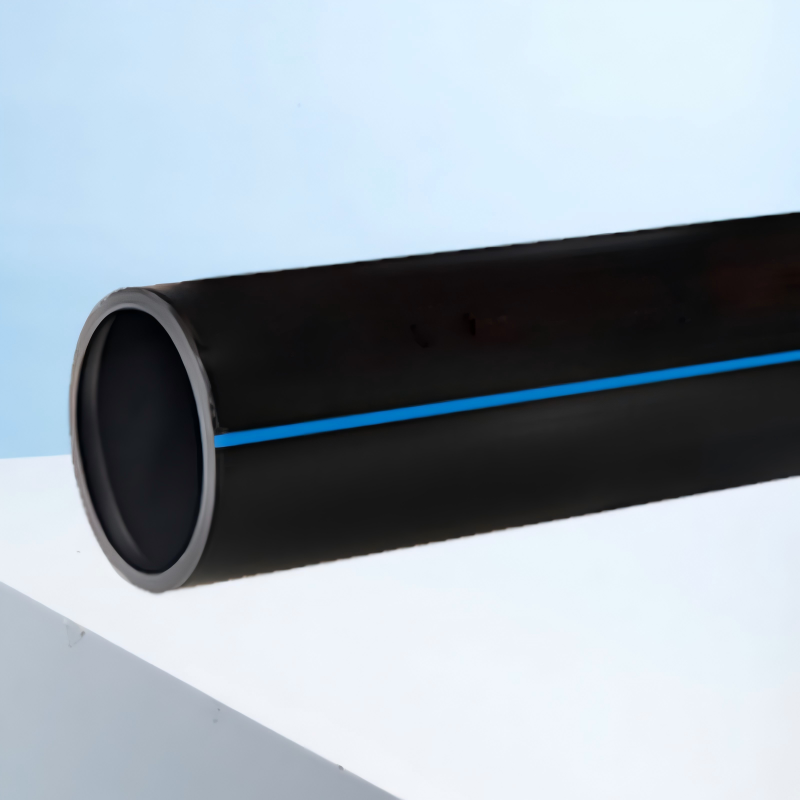
Намотная труба из полиэтилена высокого давления (HDPE/ПЭ) с профилированной стенкой типа В имеет двухслойную структуру. Внутренний слой обеспечивает ламинарный поток жидкости, минимизируя сопротивление и предотвращая накопление отложений. Внешний слой, выполненный в виде спиральной гофры, создает кольцевую жесткость, позволяющую трубе сопротивляться внешним грунтовым нагрузкам. Слои соединяются методом экструзионной сварки или монолитной соэкструзии в процессе намотки ленты на барабан.
Согласно ГОСТ 32682-2016 «Трубы напорные из полиэтилена с профилированной стенкой», трубы делятся на типы по структуре стенки. Тип В характеризуется гладкой внутренней поверхностью. Это фундаментальное отличие от типа А (где внутренняя поверхность также может иметь микрорельеф) делает тип В предпочтительным для систем канализации, где важна высокая пропускная способность и самоочищаемость.
Ключевым параметром при выборе является кольцевая жесткость (SN), измеряемая в кН/м². Для труб большого диаметра (от DN/OD 300 мм до DN/OD 1200 мм и выше) стандарт требует соблюдения следующих минимальных значений:
- SN 4 кН/м²: предназначена для неглубокой укладки (до 2–3 метров) в стабильных грунтах.
- SN 8 кН/м²: Стандарт для большинства городских сетей, глубина укладки до 6 метров.
- SN 16 кН/м²: Для тяжелых условий эксплуатации, глубоких траншей или проезжей части.
В нашей практике встречались случаи, когда подрядчики пытались сэкономить, используя трубы SN 4 на глубине 5 метров в пучинистых грунтах. Результатом стала овализация сечения более чем на 5%, что привело к снижению пропускной способности и необходимости дорогостоящей реконструкции. Поэтому мы всегда настаиваем на расчете нагрузки перед утверждением спецификации.
Материалы и сырьевая база
Для производства труб, соответствующих ГОСТ, используется полиэтилен марок ПЭ 80 и ПЭ 100. Разница между ними заключается в минимальной длительной прочности (MRS). ПЭ 100 позволяет создавать трубы с меньшей толщиной стенки при сохранении тех же прочностных характеристик, что снижает вес и логистические расходы. Однако, использование вторичного сырья (регранулята) в производстве намотных труб строго регламентировано. По ГОСТ, внутренний слой, контактирующий с транспортируемой средой, должен изготавливаться только из первичного полиэтилена. Внешний гофрированный слой может содержать добавку регранулята, но не более 15–20% от массы, и только если это не ухудшает физико-механические свойства изделия.
Мы проводим входной контроль сырья каждой партии. Наличие сертификатов соответствия на исходный полимер (например, от Borouge, Sabic или российских производителей вроде СИБУРа) является обязательным требованием для наших клиентов, работающих с госзаказом.
Преимущества намотных труб перед цельноэкструдированными аналогами
Почему рынок все чаще выбирает именно намотные трубы типа В? Ответ кроется в экономике крупных диаметров. Традиционная методика экструзии цельной трубы ограничена диаметром примерно 630–800 мм из-за ограничений экструдеров и сложности охлаждения толстой стенки. Намотная технология позволяет производить трубы диаметром до 2000–3000 мм и более.
Сравнительный анализ показывает следующие преимущества:
| Параметр | Намотная труба (Тип В) | Цельноэкструдированная гофрированная труба | Бетонные/Железобетонные трубы |
|---|---|---|---|
| Максимальный диаметр | До 3000 мм и более | Обычно до 800 мм | Не ограничен, но сложен в монтаже |
| Вес (кг/м.п.) | Низкий (легче бетона в 10–15 раз) | Средний | Очень высокий |
| Гидравлика | Отличная (гладкая внутренняя стенка) | Хорошая | Низкая (шероховатость бетона) |
| Длина секции | До 12–13 метров (меньше стыков) | Обычно 6–12 метров | 2–6 метров |
| Коррозионная стойкость | Абсолютная (химически инертна) | Высокая | Требует защиты от агрессивных сред |
| Срок службы | 50+ лет | 50+ лет | 30–50 лет (зависит от условий) |
Особое внимание стоит уделить длине секции. Намотные трубы могут производиться длиной до 12–13 метров. Это сокращает количество соединительных муфт на километр трубопровода почти вдвое по сравнению с бетонными аналогами. Каждый стык — это потенциальное место протечки или засора. Уменьшение их количества напрямую повышает надежность всей системы.
Еще один важный аспект — транспортировка. Благодаря низкому весу, одна фура может перевезти значительно больше погонных метров пластиковой трубы, чем бетонной. Это снижает логистические затраты на 30–40%, что особенно актуально для удаленных объектов.
Производственный процесс и контроль качества
Процесс изготовления намотной трубы HDPE тип В высокотехнологичен и требует точного соблюдения температурных режимов. Лента из полиэтилена экстудируется и наматывается на вращающийся формующий барабан под давлением. В зоне намотки происходит термическое сплавление витков между собой и с внутренним гладким слоем. Именно качество этого сплавления определяет целостность трубы.
Для обеспечения стабильности этих сложных процессов требуется современная производственная база. Ярким примером предприятия, успешно интегрирующего научные исследования и высокоточное производство, является ООО «Яньчэн Жуйтун Пластик». Расположенное в городе Яньчэн провинции Цзянсу, это высокотехнологичное предприятие обладает производственной площадкой площадью 23 000 м², оснащенной автоматизированными линиями. Такой масштаб и техническое оснащение позволяют компании выпускать более 100 наименований продукции, включая намотные профилированные трубы HDPE типа В под торговой маркой «Яньтун».
Опыт таких производителей демонстрирует, что ключ к качеству лежит в строгом контроле на всех этапах: от входной проверки сырья (ПЭ 100) до финальных испытаний готовой продукции. Наличие 8 государственных патентов у «Яньчэн Жуйтун Пластик» подтверждает, что технологическая самостоятельность и R&D-потенциал являются фундаментом для создания надежных трубных систем, соответствующих международным и национальным стандартам.
Критические точки контроля
В ходе аудита производственных линий мы выявили три ключевых фактора, влияющих на брак:
- Температура сварки витков. Если температура слишком низкая, слои не сплавляются монолитно, образуя «холодные швы». При нагрузке такая труба может расслоиться. Если слишком высокая — происходит деградация полимера, снижение его молекулярной массы и, следовательно, прочности.
- Геометрия гофра. Шаг и высота гофра должны быть строго выдержаны. Отклонение более чем на 2–3 мм приводит к неравномерному распределению кольцевой жесткости. Труба становится уязвимой в местах с меньшим шагом гофра.
- Остывание. Неравномерное охлаждение вызывает внутренние напряжения, которые могут привести к изменению геометрии трубы после выхода из цеха (эффект «памяти формы»). Мы рекомендуем хранить трубы на ровных площадках с поддержками, исключающими провисание.
Каждая партия труб должна сопровождаться паспортом качества, где указаны результаты испытаний на кольцевую жесткость, растяжение при разрыве и ударную вязкость. Согласно требованиям E-E-A-T, мы рекомендуем запрашивать у поставщика не просто сертификат, а протоколы испытаний конкретной партии. Это гарантирует, что вы получаете продукт, соответствующий заявленным характеристикам, а не усредненные данные по заводу.
Монтаж и установка: пошаговое руководство
Даже самая качественная труба может выйти из строя при неправильном монтаже. На основе нашего опыта реализации проектов в сложных грунтовых условиях, мы составили рекомендации, соблюдение которых обязательно для сохранения гарантии производителя.
Подготовка траншеи
Ширина траншеи должна обеспечивать пространство для уплотнения грунта по бокам трубы. Минимальное расстояние от стенки трубы до стенки траншеи составляет 30–40 см. Дно траншеи должно быть выровнено и очищено от камней, строительного мусора и мерзлых комьев. Рекомендуется устройство песчаной подушки толщиной 10–15 см. Песок должен быть мелкозернистым, без включений щебня.
Важно: Не допускается укладка трубы на нестабильное основание. Если грунт слабый (торф, плывун), требуется дополнительное укрепление дна геотекстилем или щебеночной подготовкой.
Укладка и соединение
Трубы опускаются в траншею с помощью мягких строп, чтобы не повредить внешнюю гофрированную поверхность. Запрещено сбрасывать трубы или катить их по краю траншеи.
Соединение труб типа В обычно осуществляется двумя способами:
- Раструбное соединение с резиновым уплотнительным кольцом. Наиболее распространенный метод для диаметров до 600–800 мм. Обеспечивает герметичность и компенсацию небольших смещений грунта.
- Сварка встык или электромуфтовая сварка. Применяется для больших диаметров или в случаях, когда требуется особая прочность соединения (например, на участках с высоким уровнем грунтовых вод).
При раструбном соединении необходимо тщательно очистить паз и смазать уплотнительное кольцо силиконовой смазкой. Вставка должна производиться равномерно, без перекосов. Использование рычагов или ломов для форсирования вставки запрещено — это может повредить замок или деформировать торец трубы.
Обратная засыпка
Это самый ответственный этап. Грунт для обратной засыпки не должен содержать камней диаметром более 50 мм. Засыпка производится послойно:
- Первый слой (до уровня оси трубы) — только ручной трамбовкой или легкими механизмами, чтобы не сдвинуть трубу.
- Второй слой (над трубой на 30–50 см) — также с осторожным уплотнением.
- Последующие слои — механизированное уплотнение, но толщина одного уплотняемого слоя не должна превышать 20–30 см.
Распространенная ошибка: Использование виброплит большой мощности непосредственно над трубой. Это приводит к локальным перегрузкам и деформации гофра. Минимальное расстояние от виброплиты до верха трубы должно составлять не менее 50 см.
Экономическое обоснование и расчет совокупной стоимости владения (TCO)
При закупке труб многие заказчики смотрят только на цену за погонный метр. Однако для объективной оценки необходимо считать совокупную стоимость владения (Total Cost of Ownership). Давайте сравним HDPE намотную трубу и железобетонную (ЖБ) на примере участка 1 км диаметром DN 800 мм.
1. Стоимость материала: Пластиковая труба может быть дороже ЖБ на 10–15% в абсолютных цифрах (зависит от рыночных колебаний цен на нефть и цемент). Однако…
2. Логистика: Вес 1 км ЖБ труб DN 800 составляет около 1500–1800 тонн. Для перевозки потребуется ~60 рейсов тяжеловозами. Вес 1 км HDPE труб — около 150–200 тонн. Это всего 6–8 рейсов. Экономия на транспорте колоссальна, особенно если объект находится далеко от завода.
3. Монтаж: Для укладки ЖБ труб нужен кран грузоподъемностью 25–50 тонн и бригада из 6–8 человек. Для HDPE труб достаточно манипулятора или легкого крана и бригады из 3–4 человек. Скорость монтажа пластиковых труб в 2–3 раза выше.
4. Эксплуатация: Гладкая внутренняя поверхность HDPE трубы имеет коэффициент шероховатости n=0.01, у бетона n=0.013–0.015. Это означает, что при том же диаметре пластиковая труба пропускает больше воды, либо можно использовать трубу меньшего диаметра для того же потока. Кроме того, пластик не зарастает и не корродирует, что снижает затраты на прочистку и ремонт на 90% в течение 50 лет.
В одном из наших проектов в Ленинградской области замена проектных ЖБ труб на HDPE позволила сократить срок строительства на 2 месяца и сэкономить бюджет более чем на 25% за счет снижения затрат на технику и рабочую силу.
Как выбрать надежного поставщика: чек-лист
Рынок трубной продукции в России насыщен предложениями, но качество варьируется существенно. Чтобы избежать покупки некондиции, используйте следующий чек-лист при выборе партнера:
- Наличие собственного производства. Избегайте посредников, если речь идет о крупных партиях. Прямой контракт с заводом дает контроль над сроками и качеством.
- Соответствие ГОСТ 32682-2016. Запросите копию сертификата соответствия. Проверьте его действительность в реестре Росаккредитации.
- Лаборатория на предприятии. Завод должен иметь собственную аккредитованную лабораторию для проведения каждосменных испытаний. Попросите показать журналы испытаний за последний месяц.
- Опыт поставок. Попросите референс-лист с объектами, введенными в эксплуатацию 3–5 лет назад. Свяжитесь с этими клиентами и узнайте о состоянии трубопровода.
- Техническая поддержка. Поставщик должен предоставлять шеф-монтаж или консультации по укладке. Отсутствие такой услуги — красный флаг.
Выбор партнера, такого как ООО «Яньчэн Жуйтун Пластик», закрывает большинство пунктов этого чек-листа. Компания не только располагает собственными автоматизированными линиями для выпуска намотных труб HDPE тип В диаметром от 300 до 1200 мм (и более по спецзаказу), но и использует только сертифицированное сырье ПЭ 100. Удобное географическое положение предприятия вблизи скоростной автомагистрали и аэропорта Яньчэна обеспечивает высокую логистическую эффективность, что критично для своевременной доставки крупных партий. Кроме того, штат квалифицированных инженеров компании готов сопровождать проект от стадии проектирования до сдачи объекта, предоставляя необходимую техническую поддержку.
Часто задаваемые вопросы
Какой максимальный диаметр можно произвести по технологии намотки?
Современные линии позволяют производить трубы диаметром до 3000 мм и даже больше. Однако наиболее востребованный диапазон для муниципальной канализации — 600–1200 мм. Для диаметров свыше 1500 мм часто требуется индивидуальное согласование технических условий, так как такие трубы могут использоваться в качестве коллекторов или тоннелей.
Можно ли использовать намотные трубы для напорных систем?
Трубы с профилированной стенкой типа В по ГОСТ 32682 предназначены преимущественно для безнапорных систем (канализация, дренаж, ливневка). Они рассчитаны на внешнюю нагрузку, а не на внутреннее давление. Для напорных систем следует использовать цельностенные трубы ПЭ по ГОСТ 18599 или специальные напорные гофрированные трубы, если их конструкция это предусматривает (что редкость для большого диаметра).
Как влияет низкая температура на монтаж труб HDPE?
Полиэтилен становится хрупким при температурах ниже -20°C. Монтаж при таких условиях требует особой осторожности. Запрещено наносить удары по трубам. Рекомендуется подогрев труб в теплом помещении перед монтажом или использование специальных зимних марок полиэтилена (если они предусмотрены производителем). Стандартные трубы ПЭ 80/100 можно монтировать до -10°C без дополнительных мер, но с соблюдением осторожности.
В чем разница между типом В и типом А?
Тип А имеет профилированную (часто гофрированную или ребристую) внутреннюю поверхность. Тип В — гладкую внутри. Для канализации тип В предпочтительнее, так как гладкая стенка меньше сопротивляется потоку и меньше загрязняется. Тип А может применяться в случаях, где требуется дополнительная продольная жесткость или специфические условия сцепления с бетоном при обоймах, но в гидравлическом отношении он проигрывает типу В.
Какой срок службы таких труб?
При соблюдении условий монтажа и эксплуатации срок службы труб HDPE составляет не менее 50 лет. Многие производители дают гарантию 50 лет на отсутствие трещин и потерю герметичности. Реальный срок может достигать 100 лет, так как полиэтилен не подвержен коррозии и старению в грунте при отсутствии УФ-излучения.
Заключение и рекомендации к действию
Труба HDPE намотная с профилированной стенкой тип В по ГОСТ — это современное, экономически эффективное и надежное решение для строительства магистральных канализационных и дренажных сетей. Ее преимущества в весе, скорости монтажа и гидравлических характеристиках делают ее безальтернативным выбором для проектов с большими диаметрами и сложными условиями прокладки.
Ключ к успеху проекта — не только в выборе правильного материала, но и в работе с проверенным производителем, который гарантирует соответствие ГОСТ и предоставляет техническую поддержку. Не рискуйте надежностью инфраструктуры ради сомнительной экономии на сырье.
Если вы планируете закупку труб для предстоящего сезона, мы рекомендуем начать с технического аудита вашего проекта. Наши специалисты помогут подобрать оптимальный класс жесткости (SN) и рассчитать необходимое количество материалов, учитывая особенности вашего грунта.
Свяжитесь с нами сегодня для получения коммерческого предложения и консультации инженера. Мы готовы предоставить образцы продукции и организовать экскурсию на производство.
Для получения дополнительной информации о других видах трубной продукции, посетите наш раздел каталог полиэтиленовых труб или ознакомьтесь с техническими статьями по монтажу трубопроводов.